



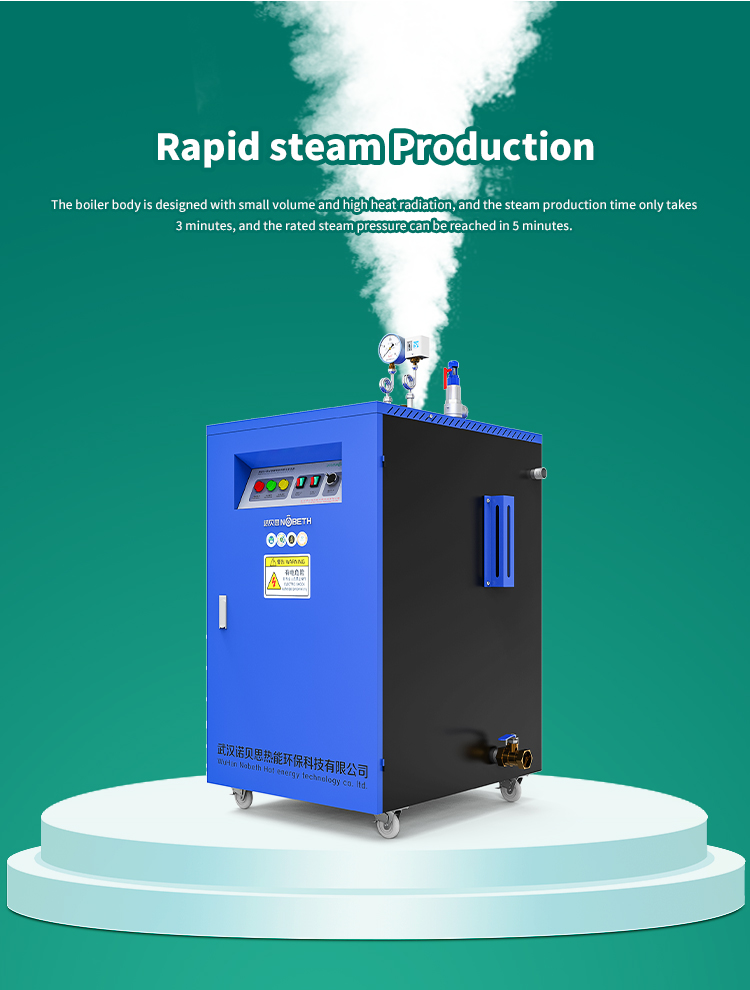
يستخدم مولد البخار الكهربائي الأوتوماتيكي بالكامل NOBETH BH 18KW ذو الأنابيب المزدوجة في صحة البخار
عند صب الخرسانة خلال بضعة أيام، تتولد كمية كبيرة من حرارة الترطيب، مما يؤدي إلى ارتفاع درجة حرارتها الداخلية، مما قد يُسبب فرقًا كبيرًا في درجة الحرارة بين الداخل والخارج، مما يؤدي إلى تشققات فيها. لذلك، يُمكن لمعالجة الجسور بالبخار أن تُسرّع من تحسين قوة الخرسانة وتزيل التشققات السطحية.
نظام التحكم الذكي في المعالجة بالبخار بدرجة حرارة متغيرة لمعالجة البخار الجسري
بعد إدخال خط الإنتاج هذا واستخدام مولدات البخار من نوبيس، أصبح إنتاج العوارض الجاهزة ذكيًا، ويعتمد على المصنع، ومكثفًا. مع تقليل عدد الموظفين، تحسنت كفاءة الإنتاج بشكل كبير.
تستمر درجات الحرارة في المنطقة في الانخفاض، وقد تنخفض ليلاً إلى ما دون الصفر المئوي. عند درجة حرارة تتراوح بين صفر وأربع درجات مئوية، يكون زمن تفاعل ترطيب الأسمنت أطول بثلاث مرات من درجة الحرارة العادية. في هذه الحالة، لن تصل خرسانة العارضة T إلى 85% من قوتها التصميمية خلال 7 أيام، ولا يمكن إجهادها مسبقًا. إذا ساءت الأحوال الجوية، فسيؤثر ذلك سلبًا على إنتاج العارضة T. في الوقت نفسه، وبسبب انخفاض درجة الحرارة، يكون تفاعل ترطيب الأسمنت بطيئًا، مما قد يُسبب مشاكل في الجودة، مثل ضعف قوة العارضة T.
لمعالجة الآثار السلبية لانخفاض درجات الحرارة، تقرر إدخال وتطوير تقنية المعالجة بالبخار. يُستخدم البخار عالي الحرارة الناتج عن مولد البخار الذكي لتسخين مكونات الخرسانة والحفاظ على درجة حرارة ورطوبة ثابتة للعارضة خلال فترة المعالجة، مما يضمن متانة الخرسانة وجودتها الهندسية.
بعد صب خرسانة العارضة T، يُغطى العارضة بطبقة من قماش السقيفة، ثم يُشغل مولد البخار لضمان أن تكون درجة الحرارة في السقيفة أعلى من 15 درجة مئوية. ستشعر العارضة T المُصنعة مسبقًا بالدفء، مما يزيد من متانتها. منذ اعتماد هذه التقنية، تسارعت كفاءة إنتاج العارضة T بشكل كبير، ووصل الإنتاج إلى 5 قطع يوميًا.
يُطلق على استخدام مولد بخار لمعالجة العوارض الجاهزة بالبخار اسم "آلة المعالجة بالبخار". تتميز الحرارة الناتجة عن آلة المعالجة بالبخار بكفاءة حرارية عالية وإنتاج سريع للغاز. كما أنها سهلة التركيب والصيانة، ومجهزة بعجلات متعددة الاستخدامات، وسهلة النقل. وقد تم ضبط ضغط الجهاز في المصنع، ويمكن استخدامه بعد توصيله بالماء والكهرباء في موقع البناء. ولا يتطلب تركيبًا معقدًا.










-

بريد إلكتروني
-

هاتف
-
واتساب
-

قمة


